Founded in 2004 in Zhejiang, China, Seeyon is a leading high-tech manufacturer specializing in AM, PAM, and derivative chemicals, offering advanced solutions for Mining, Water Treatment, Oil & Gas, New Energy, and Papermaking. With four fully automated production bases across China and Thailand, we deliver high-performance, eco-friendly products to over 100 countries worldwide.
1. Company Overview – A Global Chemical Innovator
Seeyon combines strong R&D capabilities with smart manufacturing to provide customized chemical solutions that enhance efficiency and sustainability. Our annual revenue exceeded $110 million in 2024, supported by a registered capital of over $25 million.

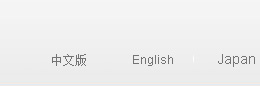
2. Fully Automated Production Lines – Precision & Efficiency
All production processes are fully automated, ensuring consistent quality, high throughput, and reduced human error. We implement strict quality checks and retain samples at every stage—from raw materials to finished products—guaranteeing reliability and traceability.
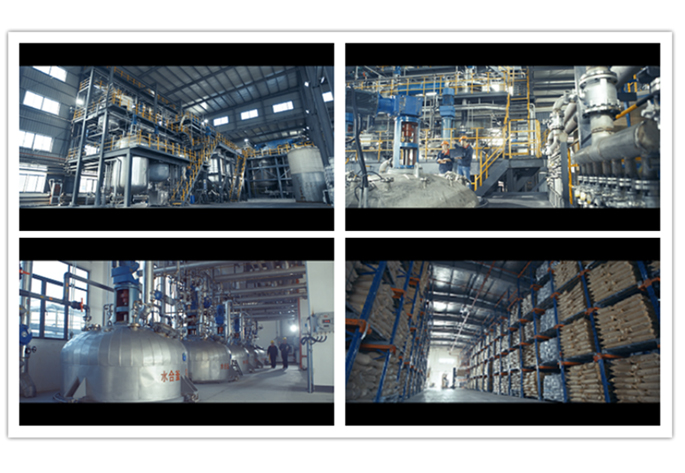
3. Production Scale & Capacity – Delivering at Scale
With an annual capacity of 900,000 tons across facilities in Zhejiang, Hubei, Guangdong, and Rayong (Thailand), we are equipped to meet large-volume orders and provide flexible, responsive supply chain support for global clients.
4. Expert Team & R&D Strength – Engineering Your Success
Not only do we have scientists with doctoral and master's degrees on our team, but over the past three years, we have invested over 60 million yuan in research and development, supporting the research teams in collaborating with top research institutions. We also offer services such as ore analysis, custom reagent production, and on-site technical guidance to optimize the operation processes and outcomes for our clients.

5. Certifications & Patients – Trusted Quality & Innovation
Seeyon is certified to ISO 9001, ISO 14001, and ISO 45001, and recognized as a National High-Tech Enterprise and Specialized SME. We hold 46 invention patents and 45 utility model patents, reflecting our commitment to innovation.
6. Global Client Network – Trusted by Industry Leaders
Our products are exported to over 100 countries. We maintain long-term partnerships with world-renowned groups including Solenis, Arakawa Chemical, BASF, etc. , delivering reliable performance and measurable results.
7. Quality Control & Laboratory – Excellence Assured
Our advanced QC lab performs rigorous testing on raw materials, intermediates, and final products. Through strict quality management and sample retention systems, we ensure every batch meets the highest standards of safety and effectiveness.
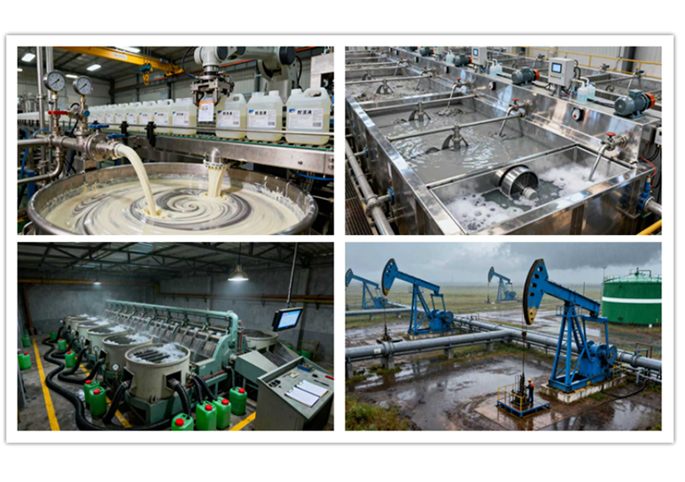
8. Application Cases & Integrated Solutions – Proven Performance
We supply more than 60 types of mining chemicals, water treatment polymers, oilfield additives, and superabsorbent polymers. Our tailored solutions—such as Collector 9150 for copper flotation—have helped clients increase recovery rates by 1.158% and achieve significant economic gains.